酒蔵見学会

日本で生まれて、「酒」と言ったら日本酒でしょう。
米の甘味と、とろりとした舌ざわり。
日本人に生まれてよかったと涙ぐんでしまいそうになるあの香り。
口に含んだとたんに脳ミソの芯に、ストンと伝わるあの快感。
日本酒以外に、このような酒があるでしょうか。
いや、ない。
そんな私にとって、いなくては困る酒屋さんが、奈良市五条町にある、
西の京地酒処きとらです。
ここのご主人は、商売熱心というより、ほんまにお酒が好きなんですね。
お店にお邪魔すると、いつも何杯か試飲させてくらはるんですけど、
わかるんですよ。どれがお薦めのお酒なのか。
「これ、これ、これやねん」
そういうお酒を注いでくれはるときの表情をお見せしたいですわ。
うれしそ〜でね。
いや、ほんまに、心の底から日本酒が好きな店長さんやと思います。
そんなきとらさんが毎年主催してくださる、蔵元見学会。
私はほぼ毎年参加しています。
今年お邪魔したのは、梅乃宿さん。
せっかくですので、蔵元の内側を皆さんにもご紹介いたしましょう。
見学会の集合時間は朝10時。
近鉄新庄駅から徒歩5分ほど。
9時48分ごろに到着の電車があったので、私はそれで向かいました。
近鉄御所線というのは、かなりの過疎線のようです。
一時間に2本ほどしかないようで、しかも車両は二つだけ。
この分だと、酒蔵見学の人の何人かと同じ電車に乗り合わせそうだな?
そんなことを思いながら、きょろきょろと見回します。
でも、それらしき人はいな〜〜〜い。
きとらさんは乗ってはらへんかな?
きょろきょろと見回します。
う〜〜ん、いませんね。
蔵元見学の最後には試飲会があるので、
車で参加する方はあまりいないはずです。
我が家のように、決して酒がきらいではないのに、車の運転手に徹して、
自分だけぐっと我慢してくれる旦那さんというのは、
たくさんおられるんでしょうか?
よくわかりません。
駅について、あたりをキョトキョト見回しても、降りたのは私だけ。
あれ?日を間違えた?
とにかく行ってみようと地図通りに歩きます。
当初の予定通り、酒蔵までは徒歩4分ほど。
見学会開始まで、あと7分ほどあります。
が、
待合室は、びっしり満員。
私は、最後から3人目に到着したようです(^^ゞ
みんな、熱心だなぁ(^^ゞ
さて、全員がそろうと、いよいよ見学会の開始です。
案内役は、蔵元の長女さん。
まだ28歳だという彼女は、ピチピチながらもしっかりした娘さんです。
言葉もはきはきだし、説明もわかりやすいし。
ええ後継ぎ(弟さんがいてはるそうだから後は継がはらへんかも)
にならはるでしょうね。
それはさておき。
まず最初に、日本酒作りの工程を、簡単に説明しておきましょう。
いただいた資料によると、全部でざっと八段階ほど。
1.酒造米の収穫
2.精米
3.洗米・浸漬
4.蒸米
5.酒母作り
6.三段仕込み
7.もろみ醗酵
8.上槽(しぼり)
となります。 そこでまず、精米を見学することになりました。

でかいです。精米機。
その気になれば、人間も精米(米じゃないけど)できそうです。
ご存じの方も多いと思いますが、日本酒になるお米は、
「酒造米」と呼ばれる米がほとんどです。
雄町やら、山田錦やらというブランド名をご存じの方は、
そこそこの酒呑みでしょう。
これらは、炊いて食べるお米じゃなく、酒になるために作られる米なんです。
ちなみに、こしひかりで作られた日本酒ってのもあるようですが、
食べておいしいお米で作った日本酒がうまいかどうか。
飲んだことないのでわかんないんですけど、どうも……。
あんまし手が伸びませんねんわ(^^ゞ
で、この酒造米は、精米の段階で、かな〜り削られます。
梅乃宿さんは、精米度数が高いほうだといわれているそうですが、
それでも平均で55%だっていうんですから、驚くでしょ?
45%は削られてしまうんです。
そしてそのことは、精米の終わった白米を見れば一目瞭然。

見事に、芯部分と周囲がほんの少し残ってるだけです。
一般に、60パーセント以上磨いたもので作った酒を「吟醸」と呼び、
「大吟醸」になると、50%以上磨かれてるとか。
このとき、糠は、赤・中・白・上白といわれる4段階に分けられます。
「赤」や「中」は、いわゆる「糠」です。
化学薬品会社に売られて、
米ぬか石鹸や、米ぬか化粧品として再生されるそうです。
で、問題は、「白」と「上白」。
「リキュールなどに使うんですけど、
大部分は使い道がなくて困ってるんですよ〜」
案内役の娘さんがこうおっしゃるってことは、
梅乃宿さんが、良心的な酒蔵の証拠です。
実際問題、この米粉を使った日本酒って結構多いらしいです。
んなもんがおいしいわきゃないですやん。
だって、
「本来磨いて捨てる」
ものを、主原料にした酒ですからね。
日本酒にしておいしいのは、米の芯部分。
だから、いらない部分を磨くわけなんですからね。
でも……、そうやって……捨てる部分で作った日本酒でも、原料表示は、
「山田錦100%使用」
としても、嘘じゃないわけ。
言葉って難しいもんですよね。まったく。
さて、この精米、60%まで削るのに2〜3日ほどかかります。
なぜでしょうか。
米を磨くと、当然、摩擦熱が発生します。
だけど熱は米芯の大敵。
下手したら割れて粉々になってしまいます。
だから、温度があがらないように、あがらないように、
と、細心の注意を払って磨かれていくわけですね。
次は洗米所へ。
「3・2・1、それ」
なんかしらんがカウントダウンをしてはります。

お米を炊いたことのある方ならご存じでしょうが、
通常、お米を洗ってすぐに炊飯したりしません。
夏なら30分程度、冬なら1時間程度、お米に水を吸わせるはずです。
それによって、柔らかくおいしいご飯が炊けるわけです。
それは、日本酒作りでも一緒。
が、この場合、30分「程度」なんつぅええ加減なことは許されません。
吸水率のパーセンテージによって、酒の仕上がり具合に大きな影響があるからです。
んなわけで、カウントダウンで一斉に米を洗い、
米の吸水具合を確認して一斉に水からあげるという、
神経のすり減る作業が行われているんですね。

この写真は、雄町の吸水率50%。
見ただけでわかるってのが、さすがです。
ちなみにここ梅乃宿さんでは、
葛城山の伏流水を三度濾過した水を仕込み水としているそう。
葛城の水ってうまいんですよね(#^.^#)
その後蒸しあげられた米は、一端乾燥され、酒母となります。
酒母を作るのに必要なのは、基本的には蒸米と種麹と酵母菌、そして水だけ。
蒸米に種麹を植えて、「麹」にし、
さらにそれに蒸米を入れ、水を足します。
その上から入れるのは、酵母菌。
基本的にはこれだけでいいはずなんですけど、
「速醸もと」とよばれる醸造方法のときには、ここに乳酸菌をプラスします。
酒母は、菌に弱く、すぐ死んじゃうんだそうです。
だけど、乳酸菌の中でだけは生きることができ、
さらに、乳酸菌は他の菌を殺してくれるという作用もあるため、
酒母が安定して生きていくためにはかなり有用なんですね。
ちなみに、「山廃」って言葉を聞いたことがありませんか?
これは、「山おろしの作業を配した醸造方法」という意味なんだそうです。
つまり、乳酸菌無添加。
乳酸菌って、自然界に普通に存在するんだそうです。
それが酒母につくのを気長に待つのが、この醸造方法。
当然時間がかかります。
だけどその分、個性がしっかりしてて、たまらんのです。
三段仕込みとは、添・仲・留という三段階のこと。
各段階で、蒸米と仕込水を追加し、
酒母を醗酵させていくわけですね。
そして、もろみ醗酵。
ここまでくると、お酒独特のい〜い香りが漂ってきます。

しっか〜〜し。
この段階で、死者が出ることもあるってんで、注意要!
米が醸造される際に、減るものと、増える(できる)ものがあります。
減るのは糖分。
菌は糖分を分解して増えていきます。
では、できるのは?
そう。アルコールですね。
でも、それだけじゃあ、ありません。
なんと、一緒に、二酸化炭素が生成されちゃうんですね。
ということは、もろみタンクの中は、二酸化炭素が充満されてるってこと。
その中に頭を突っ込んだ日にゃぁ……。
瞬・殺・!!
だ、そうでございます。
それにしても。
えもいわれぬ香りでひとを引きこんどいて、
覗きこんだ途端、とり殺すたぁ、性悪だね。
ローレライも真っ青の悪女たぁ、あんたのことさぁ!!!
……でも、嫌いになれないワタシ。
と、いうことで、もろみの香りは人の心をくすぐります。
それに、不思議なことに、どれもこれも、フルーツ系の香りなんですよね。
パイナップルとか、イチゴとか。
中にはバナナ香のものも。
ほんと、なんでなんでしょうね。
このもろみが十分に醗酵したら、運ばれるのが、上槽です。
つまり、しぼられるわけですね。
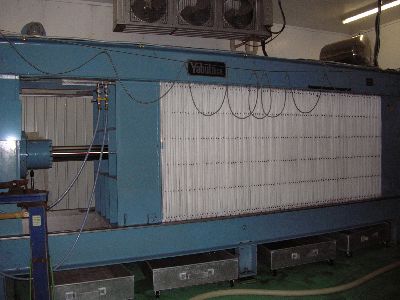
「なに?この写真?」
なにって、これが酒しぼり機械ですがな。
蛇腹が見えるでしょうか?
このひとつひとつの蛇腹にもろみが充満され、
ちょこっとずつ絞られていくそうですよ。
つまり、この右手部分からは、常に新酒が出てきているわけ……。
さっそく、しぼりたてをいただくことになりました。
生ですからね。
ほんの少し発泡感があります。
うまいっ!!
見学者全員のテンションが跳ね上がったところで、
怒涛の試飲会へと流れ込むわけです(笑)
この日、用意してくださっていたのは、日本酒7本にリキュール3本。

「備前雄町純米大吟醸」
「滴(てき・純米袋吊しぼり)」
「山廃雄町純米吟醸」
「純米三酒・『吟』」
「純米三酒・『辛』」
「純米三酒・『温』」
「梅の樹ラベル」
そして、
「梅乃宿の梅酒」
「ゆず酒」
「あらごしもも酒」
お嬢さんがおっしゃるには、今の売れ筋は、リキュール類なんだそうです。
「正直、日本酒だけしか作ってなかったら、経営はかなり苦しかったと思います」
そうおっしゃいます。
でも、
「よく『梅乃宿さんは、リキュールで出た利益を日本酒につぎ込んでる』って言われます」
それだけ、日本酒に力を入れておられるのでしょう。
そんなわけで……。
この日集まったのは、無類の日本酒好き15名。
「人気」のはずのリキュールには全然手がつけられません。
反対に、日本酒の前に並べられた、利き猪口は、フルスピードで空になります。
ところで、利き猪口ってわかります?
こんなのです↓

お猪口の底に、青と白の丸いラインが走ってますね。
このコントラストにより、酒の色を見るのだとか。
もちろん、色より味、香り。
私は、ほとんど見ちゃいませんでしたが……。
みなさんも、あまり変わらなかったと思います(^^ゞ
酒ってのは魔物です。
人の性格を変えるといわれます。
笑上戸ならいいけど、泣き上戸に怒り上戸、絡み上戸なんてのもおられます。
よくはわかりませんが、酒好きにも二種類あると思う私です。
「酒」が好きな人と、
「酔うこと」が好きな人。
正直なところ、「酔うこと」が好きな人ってのは……
日ごろの鬱憤がたまってたりして、一緒に飲むと疲れることもあるようですが。
「酒」が好きな人と呑むのは、ほぼ例外なく楽しいもんです。
なにしろ好きなもんを飲んでるわけだから、終始一貫して上機嫌(笑)
ほとんど皆さん一人で参加しておられて、
ほとんど皆さん、ほぼ面識がないにも関わらず。
なに、この一体感?
なに、この和気あいあいとしたムードは??
もちろんそれは、主催者・きとらさんの人柄もあることと思います。
けど、やっぱり、これでしょう。
日本酒、最高!!
ってことで、10時から始まったはずが、気づいたらもう14時前。
見学は1時間ほどで終わったから、あと3時間は飲んで騒いでたということに?
いや〜〜〜、も一回言っとこ。
日本酒、最高!!!!!
とまぁ、こんな次第で、酒蔵見学会は終わったのでした。
梅乃宿さんに興味をもたれた方、
および、来年は参加したいと思った方は、
きとらさんのサイトか、
梅乃宿さんのサイトをご覧ください。
梅乃宿の名の由来は、

樹齢300年とも言う梅の樹。
この日、ほぼ八分咲きで、私たちを出迎えてくれました。
梅乃宿さんも、この梅の樹のように、
いつまでも美しくきれいな酒蔵でいつづけてほしいななどと思った私でした。
![]()
![]()